

V tem prispevku bomo obravnavali tehnološki postopek in navodila za TIG varjenje. Prispevek je namenjen za delo na naših avtomatih VSV, VSV-S in VSV-HYD, nekaj podatkov pa velja tudi za varjenje na krožnih in namenskih avtomatih.
Tehnološka navodila bomo razdelili na tri dele:
-
- Prvi del: Splošna navodila (parametri, varilni tok, zaščitni plin, elektrode)
-
- Tretji del: Navodila za mehanske nastavitve na avtomatu VSV (geometrija in vpenjanje)
Splošna navodila
Varilni parametri:
Varilni parametri so spremenljive veličine s pomočjo katerih vplivamo na varilni proces.
To so:
- Varilni tok (A)
- Varilna napetost (V)
- Hitrost varjenja (m/min; mm/s)
- Hitrost dodajanja žice (m/min)
- Pretok zaščitnega plina (l/min; m3/h)
Jakost varilnega toka izbiramo glede na vrsto in debelino materiala :
| Material | Jakost varilnega toka (A/1mm debeline) – ročno varjenje |
| Aluminij | 45 – 50 |
| Baker | 75 – 80 |
| Nelegirana in nizkolegirana jekla | 30 – 40 |
| Nerjavna jekla | 30 – 40 |
Pri avtomatskem varjenju se varilni tok poveča za 2 do 5 x zaradi:
-
- povečanega odvzema toplote preko vpenjala pločevin
-
- kvalitetnega vodenja gorilnika
-
- uporabe mešanic zaščitnega plina
Pri varjenju kotnih in prekrovnih zvarnih spojev povečamo varilni tok za približno 30%.
Pri varjenju v legah znižamo varilni tok za cca 25%.
Pretok zaščitnega plina
Pretok zaščitnega plina je odvisen od delovnih pogojev (delo v delavnici, delo na terenu) in uporabljene dimenzije keramične šobe.
Pri normalnih pogojih dela v delavnici naj bo pretok plina enak premeru odprtine ustja keramične šobe, to pomeni, da če je premer šobe 6mm naj bo pretok zaščitnega plina 6 l/min.
Elektrode (netaljive) za TIG varjenje
Pri TIG varjenju se najpogosteje uporablja naslednje netaljive elektrode:
1. Elektrode iz čistega volframa (WP) – barvna oznaka = zelena
Namenjene so predvsem za varjenje z izmeničnim varilnim tokom (AC)
2. Torirane volframove elektrode (WT20) – barvna oznaka = rdeča
Odlikujejo se po izredno dobrem vžigu obloka in ohranjanju konice. Ker je torijev oksid rahlo radioaktiven se jih v zadnjem času opušča
3. Cerijeve volframove elektrode (WC20) – barvna oznaka = siva
Nadomeščajo torirane elektrode. Imajo zelo dober vžig in tudi stabilno konico.
Netaljive elektrode lahko obremenimo z naslednjimi varilnimi tokovi
| Premer elektrode (mm) | Čiste volframove (WP) Izmenični (AC) tok (A) | Torirane (WT20) Enosmerni (DC) tok(A) |
| 1,0 | 10 – 60 | 20-80 |
| 1,6 | 50 – 100 | 80-150 |
| 2,4 | 100 –160 | 120 – 200 |
| 3,2 | 130 – 180 | 200 – 300 |
| 4,0 | 180 – 230 | 250 – 400 |
Brušenje elektrod

Brušenje elektrod
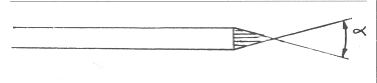
Kot brušenja je odvisen od jakosti varilnega toka
| Jakost varilnega toka (A) | Kot brušenja (st) |
| 20 | 30 |
| 20 – 100 | 60 – 90 |
| 100 – 200 | 90 – 120 |
| nad 200 | 120 |
Keramične šobe
Vloga keramičnih šob pri TIG varjenju je usmerjanje zaščitnega plina na zvarno mesto.
Keramične šobe uporabljamo do jakosti toka 230 A. Nad to jakostjo uporabljamo vodno hlajene bakrene šobe.
Keramično šobo izbiramo glede na premer volframove elektrode tako, da je
notranji premer šobe = 4 x premer elektrode.
Zaščitni plini
Pri TIG varjenju uporabljamo kot zaščitni plin čisti argon, čisti helij ali pa plinske mešanice argona in helija (varjenje aluminija) ter argona in vodika (varjenje debelejših nerjavnih jekel).
Kvaliteta argona naj bo minimalno Ar 4.6 kar pomeni čistočo 99.996%.
Dodajni materiali
Kot dodajne materiale uporabljamo žico premerov 1,0 ; 1,2 ; 1,6 ;
Kvaliteta dodajnega materiala naj bo čimbolj sorodna osnovnemu materialu. Lahko se poslužujemo tudi dodajni material, katerega smo odrezali od osnovnega materiala.
| Debelina materiala (mm) | 1 – 2 | 3 – 4 | 5 – 6 |
| premer žice (mm) | 1,5 | 2,5 | 3 – 4 |
Preberite si še ostale dele navodil:





